Contact
Schlatter Industries AG
+41 44 732 71 11
infoschlattergroup.com

Multidraft machines with vertical or horizontal capstan axis for drawing / rolling of small to medium diameters.

Multidraft machines with vertical or horizontal capstan axis for drawing / rolling carbon steel wires with small or medium diameters, to be used for industrial purposes such as nails, galvanized wire, tying wire, etc. The wire can be coiled in spools or vertical stems.
The vertical VPS pay-off system is used for uncoiling wire rod coils with diameters ranging from 5.5 mm to 16 mm and ensures continuous feeding of the line.
It is composed of two tilting fingers, where the wire rod coils are loaded in sequence, and a pay-off tower with sufficient height to guarantee high-speed wire uncoiling without tangles.

The compact wire preparation unit includes a mechanical MD descaler and an LD lubricant device which simulatneously lubricate and mechanically clean the surfaceof the wire rod.
Mechanical MD Descaling
The mechanical descaling device consists of a series of rolls that break the heavy scale on the surface by bending the wire rod during the cold-rolling /stretching process. The descaling device is equipped with closed protective equipment and / or scale evacuation.
LD Lubricating Device
The LD wire lubricating device lubricates the wire rod with calcium-sodium stearate powder and is used in the cold-rolling process. The stearate is continuously mixed by means of vertical and horizontal transporting endless screws that are driven by motorized gearboxes.

Multidraft drawing bench with vertical or horizontal capstan axis to pull the wire through dies or micro rolling cassettes.
Technical Data MDLV
Technical Data MDLH
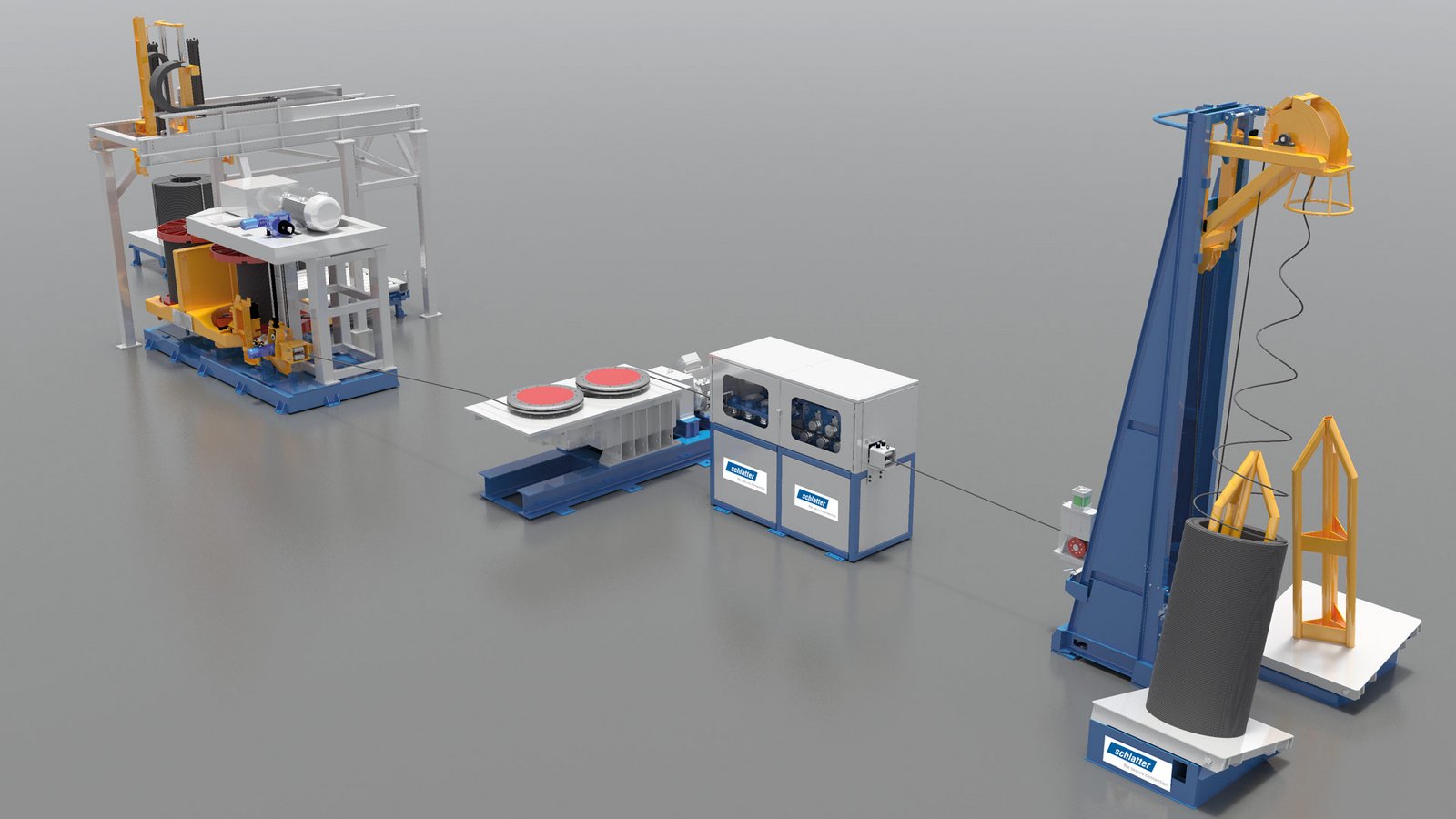
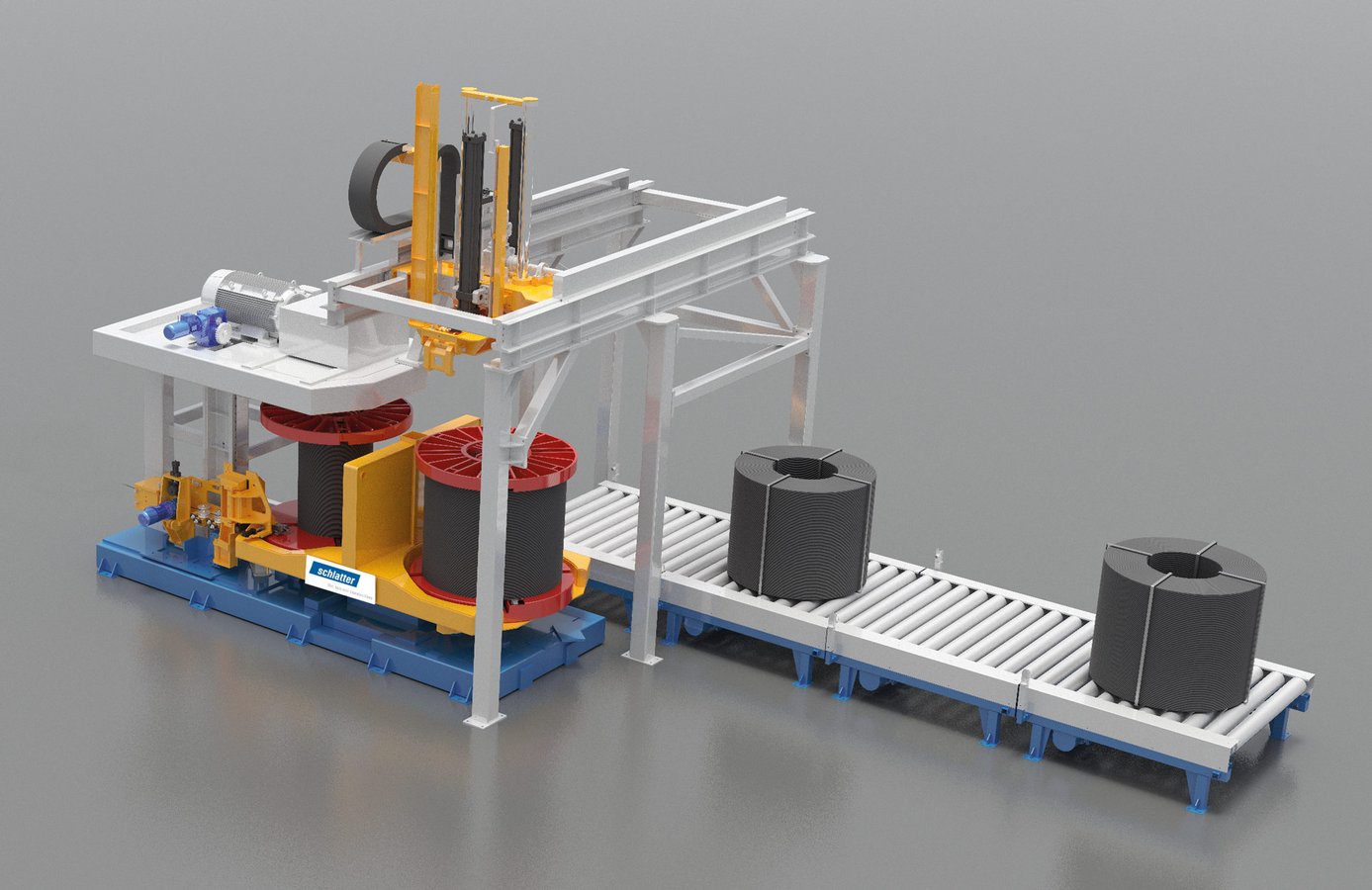
The most advanced fully automatic AVS spooler spools steel wire on collapsible spools while at the same time automatically packing strapped compact coils in a regular format, layer to layer.
It does not require any operator, since all the coiling, strapping/weighing/labelling operations and the evacuation of the compact coils are performed automatically and in less than two minutes of line downtime. The automatic AVS spooler is composed of a robust structure with a circular two-position platform. In the first position, the collapsible spools are automatically loaded/unloaded, strapped/labelled/weighed and opened/closed, while wire winding, tail/point clamping and automatic sample taking take place in the second position.
The automatic AVS spooler is supplied with two special automatic collapsible spools and can produce strapped compact coils with weights between 2 and 8 tons and wire diameters between 4 and 25 mm. The special overhead crane manipulator and roll/chain conveyer can be configured according to the customer’s plant layout. The automatic AVS spooler can also be used for coiling wire in fixed spools, and they are loaded/unloaded completely automatically.
The horizontal HS spooler performs the spooling of wire on fixed or collapsible spools.
It is composed of a robust structure and closed with a sliding door. The spools are held in a horizontal position by two centre pins, one moves axially by means of a hydraulic actuator and the other rotates driven by an AC motor.
The horizontal spooler includes a mobile platform and an extraction device to facilitate the movements of the empty or filled spools within the spooler.

The horizontal coiler (dead block) coils the wire on fixed stems.
The stems are positioned in a vertical position while the pulling capstan is in a horizontal axis position. An arm connected to the capstan guides the wire to the stems. The stems can be positioned on a rosette type double platform for continuous discharging of the coils.
Prior to the wire drawing process, the WiTechs machines clean and roughen the surface of the wire. This enhances performance and reduces costs in the subsequent process.
Each customer has specific requirements on the wire’s level of purity and roughness. Drawing agent residues are removed from the wire rod in two ways – conventionally, using highly effective wet brushing, or with our new multi-stage cleaning process for high through-speeds. Whether it be bending descaling, steel brush descaling or sanding descaling – thorough cleaning increases the drawing speed and the life span of the die. The more thoroughly this is done, the faster the process and the better the quality of the end product.
Whether it be wet coating or dry coating – an even and reproducible layer guarantees reliability in the production procedures. It allows for speeds that make the drawing or rolling process even more productive. This increases the quality of the wire and the service life of the tool.






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}