Contact
Schlatter Industries AG
+41 44 732 71 11
infoschlattergroup.com

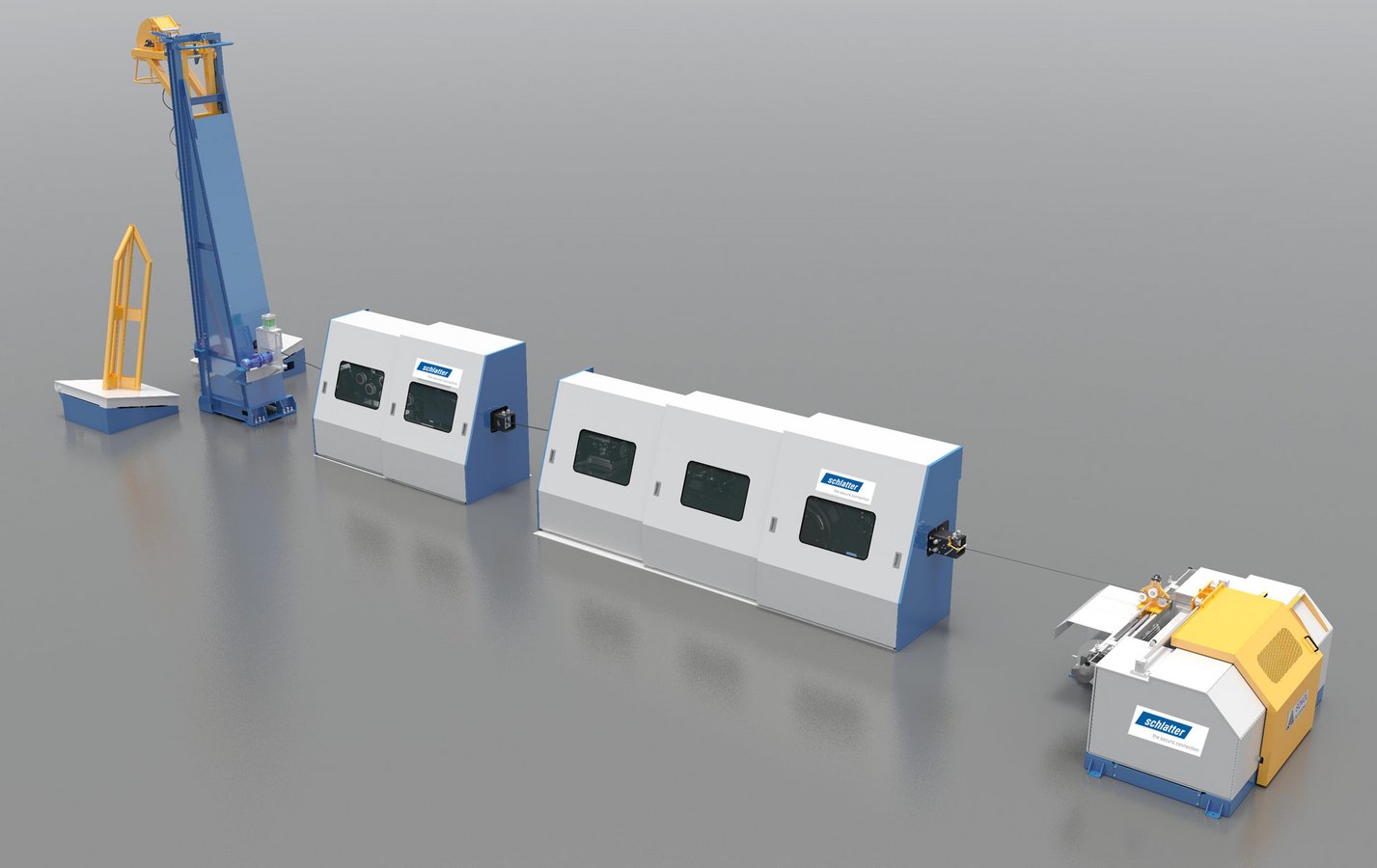
The CRL cold-rolling lines are designed to produce smooth or ribbed cold-rolled steel wire for reinforcement or industrial applications.
The CRL cold-rolling lines are designed to produce smooth or ribbed cold-rolled steel wire for reinforcement or industrial applications.
The final product obtained through semi-automatic horizontal or fully automatic vertical spoolers is wire in spools or in compact coil format with diameters that range from 4 mm to 16 mm, while the weight of the coils ranges from 2.5 tons to a maximum of 5 tons.
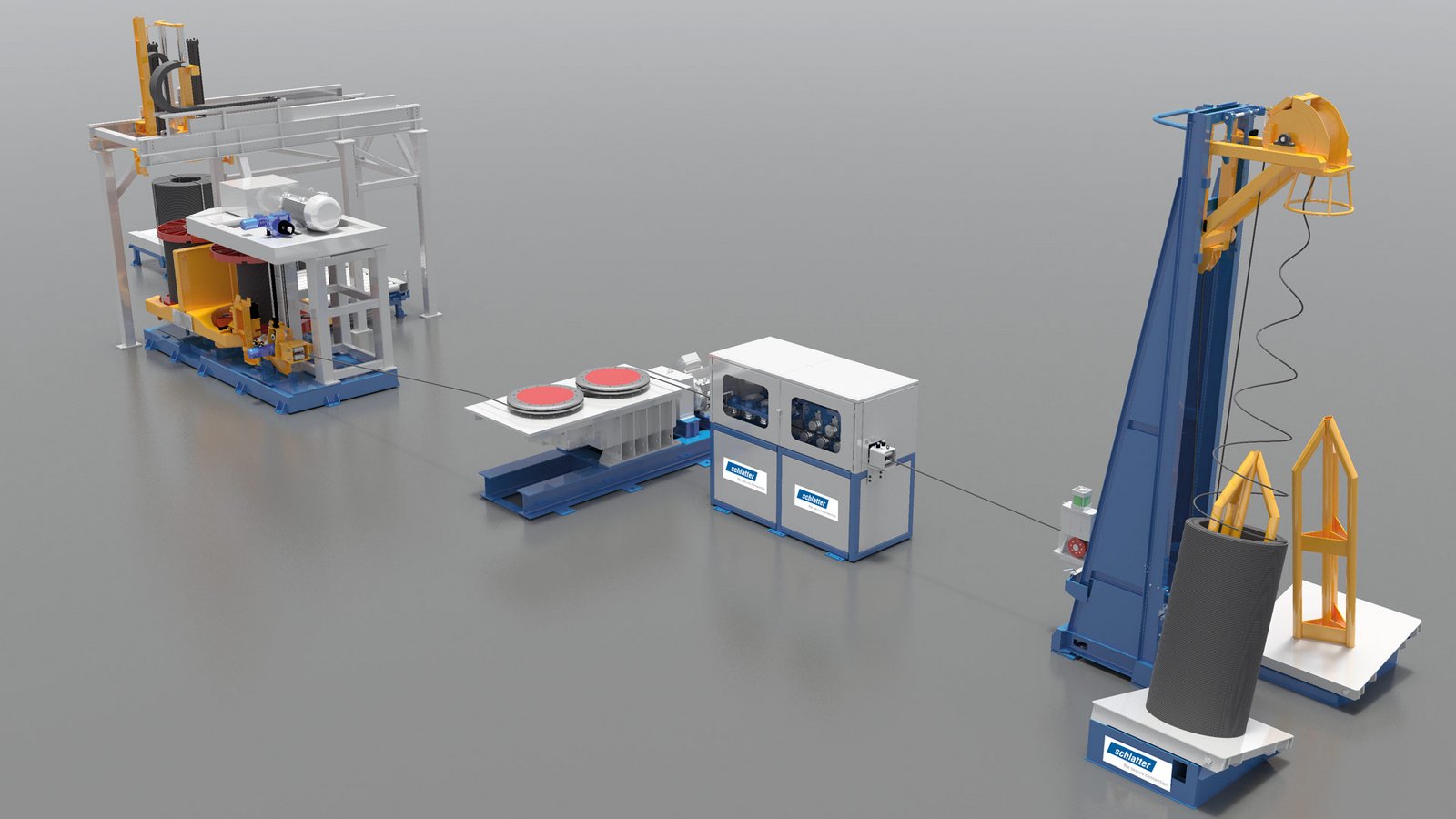
The vertical VPS pay-off system is used for uncoiling wire rod coils with diameters ranging from 5.5 mm to 16 mm and ensures continuous feeding of the line.
It is composed of two tilting fingers, where the wire rod coils are loaded in sequence, and a pay-off tower with sufficient height to guarantee high-speed wire uncoiling without tangles.
The compact MDLD wire preparation unit is a completely closed unit with sliding protection. Its interior houses a mechanical MD descaler and an LD lubricant device simultaneously performing the mechanical surface cleaning and lubrication of the wire rod. It features a scale evacuation system and connection to a dust exhaust system in order to keep the environment clean.
Mechanical Descaling MD
The mechanical descaling device consists of a series of rolls that break the surface of heavy scale layers by bending the wire rod during the cold-rolling /stretching process. The MDLD is equipped with safety devices.
Lubricating Device LD
The LD wire lubricating device lubricates the wire rod with calcium-sodium stearate powder and is used in the cold-rolling process. The stearate is continuously mixed by means of vertical and horizontal endless transporting screws that are driven by motorized gearboxes.
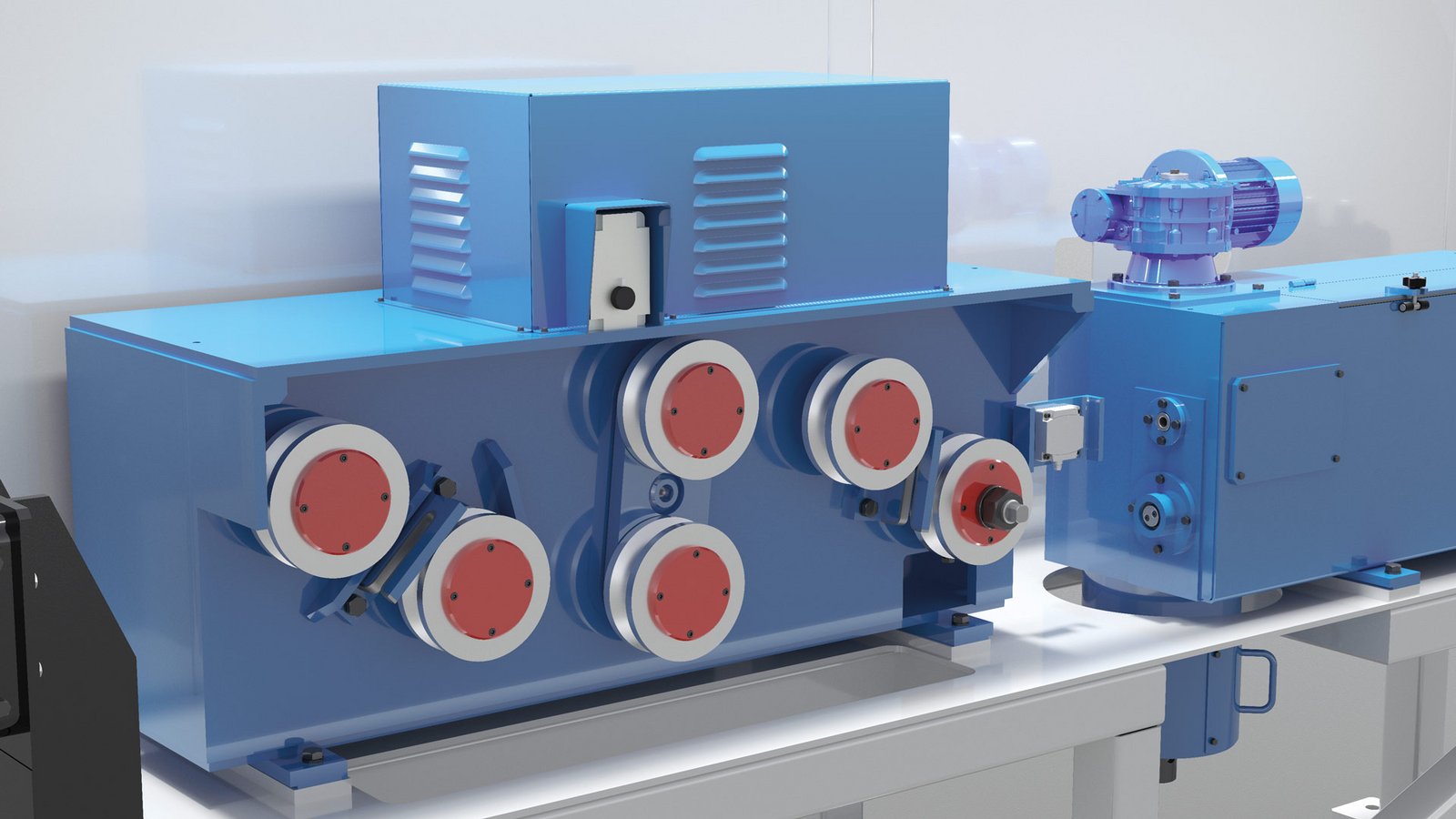
The horizontal HBB bull block pulls the steel wire by means of special capstans, guaranteeing the necessary force for the cold-rolling or stretching process.
It is composed of a robust structure completely closed by sliding doors, inside of which the RC rolling cassettes or STR stretching panels, different capstans, the SRD stress-relieving device and the wire guide units are installed. The capstans are connected directly to a special robust gear box that is driven by an AC motor on the other side.
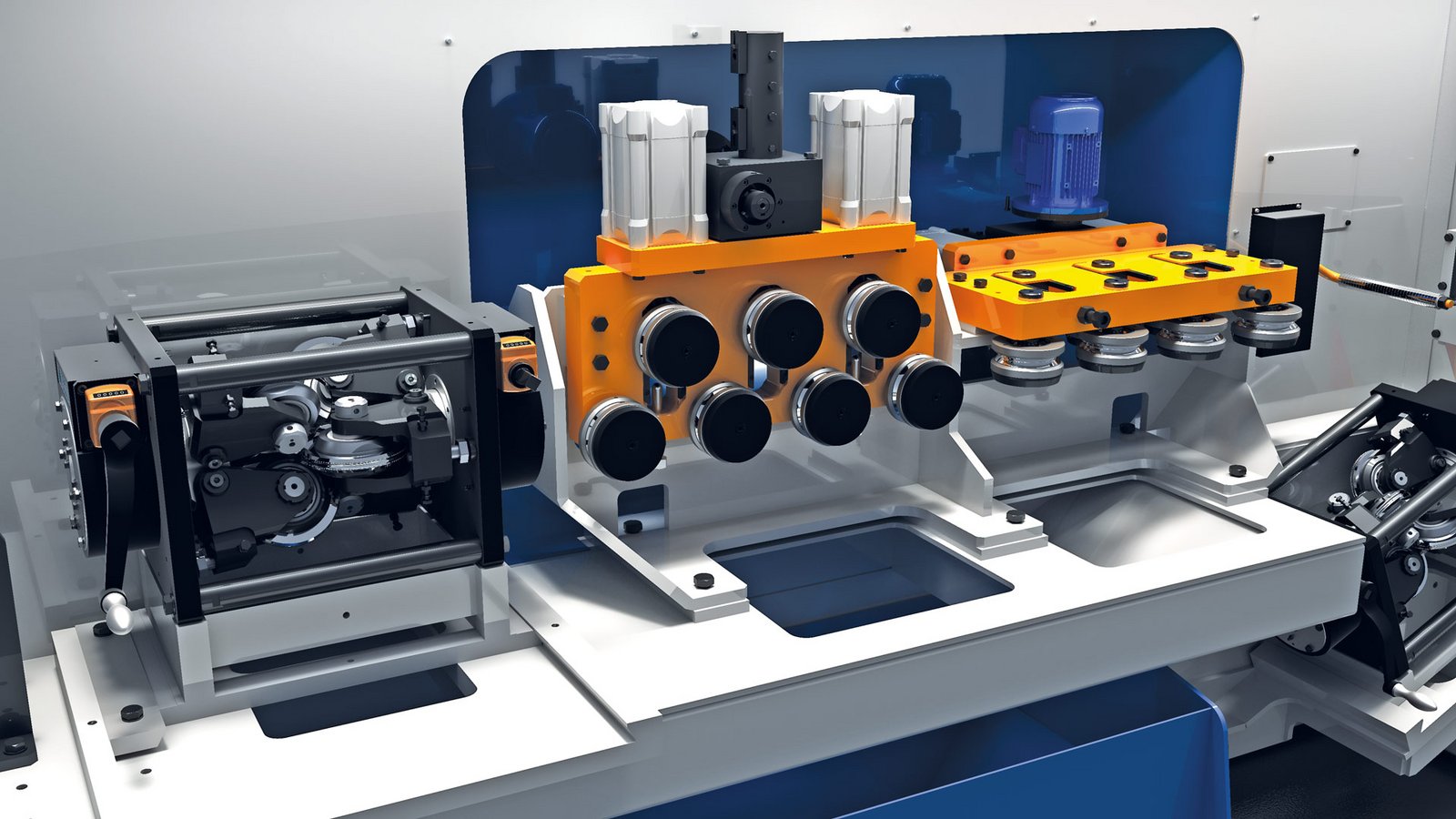
Cold Rolling Cassettes CR 25 / 30
The cold-rolling cassettes comprise two sets of 3 rolls, arranged to form three equidistant planes. The tungsten carbide rolls are axially and radially adjustable. The cassettes are equipped with a gear system for easy regulation of the opening/closing of the rolls by means of a lever and with an automatic lubrication system. A cooling water circuit serves to reduce the heat produced by the rolling process.
Vertical Pulling Block VBB
The vertical VBB pulling block pulls the wire rod through cold-rolling cassettes. The pulling capstans are installed on the exit shaft of a gearbox positioned in the vertical axis. The number of capstans depends on the number of wire reductions and the use of a stress-relieving device. The VBB is completely closed by safety guards as per EU standards.
Stress Relieving Device SD
The SD stress-relieving device consists of a series of hard metal rolls and mechanically reduces the internal tensions of the cold deformed wire, modifying the mechanical characteristics of reinforcing wire such as ultimate tensile stress, yield stress and elongation.
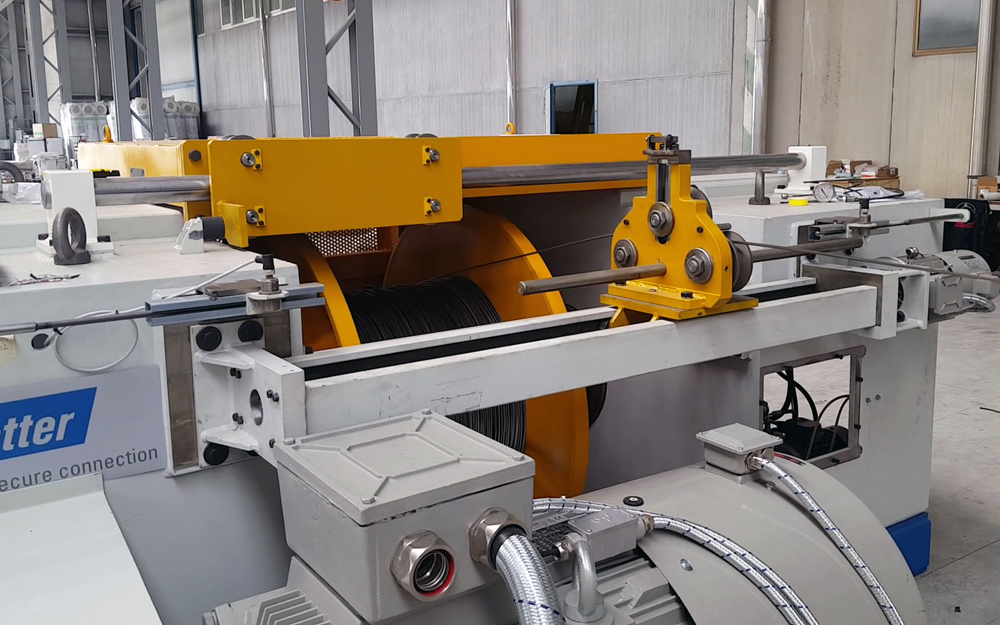
The horizontal HS spooler performs the spooling of wire on fixed or collapsible spools.
It is composed of a robust structure and closed with a sliding door. The spools are held in a horizontal position by two centre pins, one moves axially by means of a hydraulic actuator and the other rotates driven by an AC motor.
The horizontal spooler includes a mobile platform and an extraction device to facilitate the movements of the empty or filled spools within the spooler.
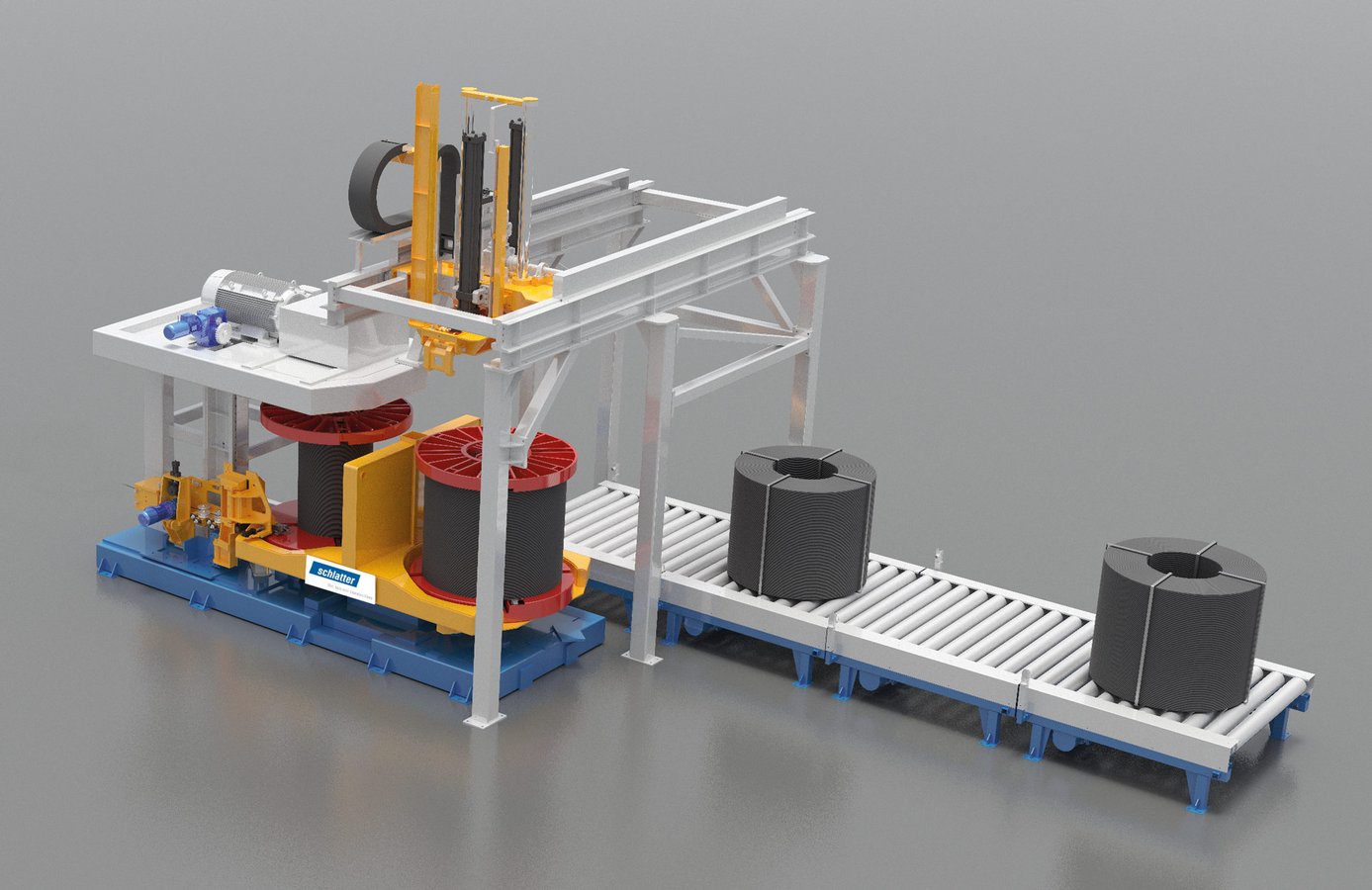
The most advanced fully automatic AVS spooler spools steel wire on collapsible spools while at the same time automatically packing strapped compact coils in a regular format, layer to layer.
It does not require any operator, since all the coiling, strapping/weighing/labelling operations and the evacuation of the compact coils are performed automatically and in less than two minutes of line downtime. The automatic AVS spooler is composed of a robust structure with a circular two-position platform.
In the first position, the collapsible spools are automatically loaded/unloaded, strapped/labelled/weighed and opened/closed, while wire winding, tail/point clamping and automatic sample taking take place in the second position.
The automatic AVS spooler is supplied with two special automatic collapsible spools and can produce strapped compact coils with weights between 2 and 8 tons and wire diameters between 4 and 25 mm. The special overhead crane manipulator and roll/chain conveyer can be configured according to the customer’s plant layout.
The automatic AVS spooler can also be used for coiling wire in fixed spools, and they are loaded/unloaded completely automatically.

Straightening and cutting systems for the production of bars are composed of a pinch roll unit, straightening panels, a flying shear and a collecting bench. The system can be combined with a spooler or stand alone.
Technical Data:

Depending on your investment options and the required degree of automation, Schlatter offers a complete solution from a single source – from a simple system to a fully automated plant.
The cold-rolling line and the mesh welding line complement each other to form an integrated and highly efficient production solution. The integration means that the cross wire from the cold-rolling line is fed to the mesh welding line without interruption.
This significantly reduces downtimes and eliminates the need for all the complex wire coil handling for the cross wire. Accordingly, the operation of the mesh welding machine is simplified, and productivity is again significantly increased.
The wide range of extra modules and options guarantees extension up to an automatic production system with minimum need for personnel.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}