Kontakt
Schlatter Industries AG
+41 44 732 71 11
infoschlattergroup.com

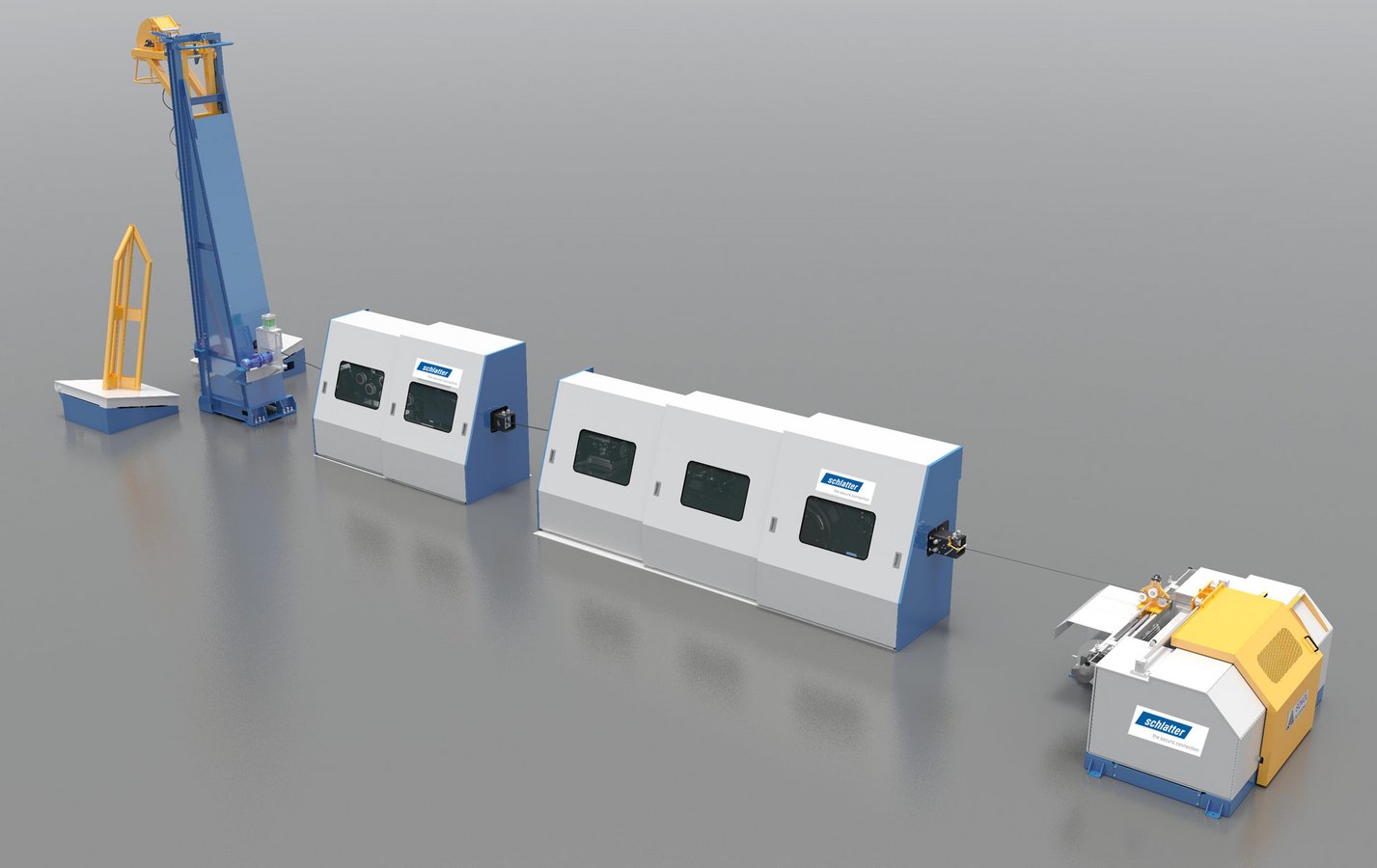
Die Kaltwalzanlagen CRL sind für die Herstellung von glattem oder geripptem kaltgewalztem Stahldraht für Anwendungen in der Armierung oder Industrie ausgelegt.
Die Kaltwalzanlagen CRL sind für die Herstellung von glattem oder geripptem kaltgewalztem Stahldraht für Anwendungen in der Armierung oder Industrie ausgelegt.
Das mit Hilfe von halb- oder vollautomatischen vertikalen Aufspulgeräten hergestellte Endprodukt ist ein Draht mit Durchmessern von 4 - 16 mm in Form von Rollen oder kompakten Spulen, wobei das Gewicht der
Spulen zwischen 2,5 Tonnen und maximal 5 Tonnen liegt.
Das vertikale Ablaufsystem VPS wird zum Abwickeln von Walzdrahtspulen mit Drahtdurchmessern von 5,5 - 16 mm verwendet und gewährleistet eine kontinuierliche Versorgung der Linie.
Es besteht aus zwei neigbaren Haltern, die nacheinander mit den Walzdraht-spulen beladen werden, und einem Ablaufturm mit ausreichender Höhe, um ein schnelles Abwickeln ohne Verwicklungen zu garantieren.
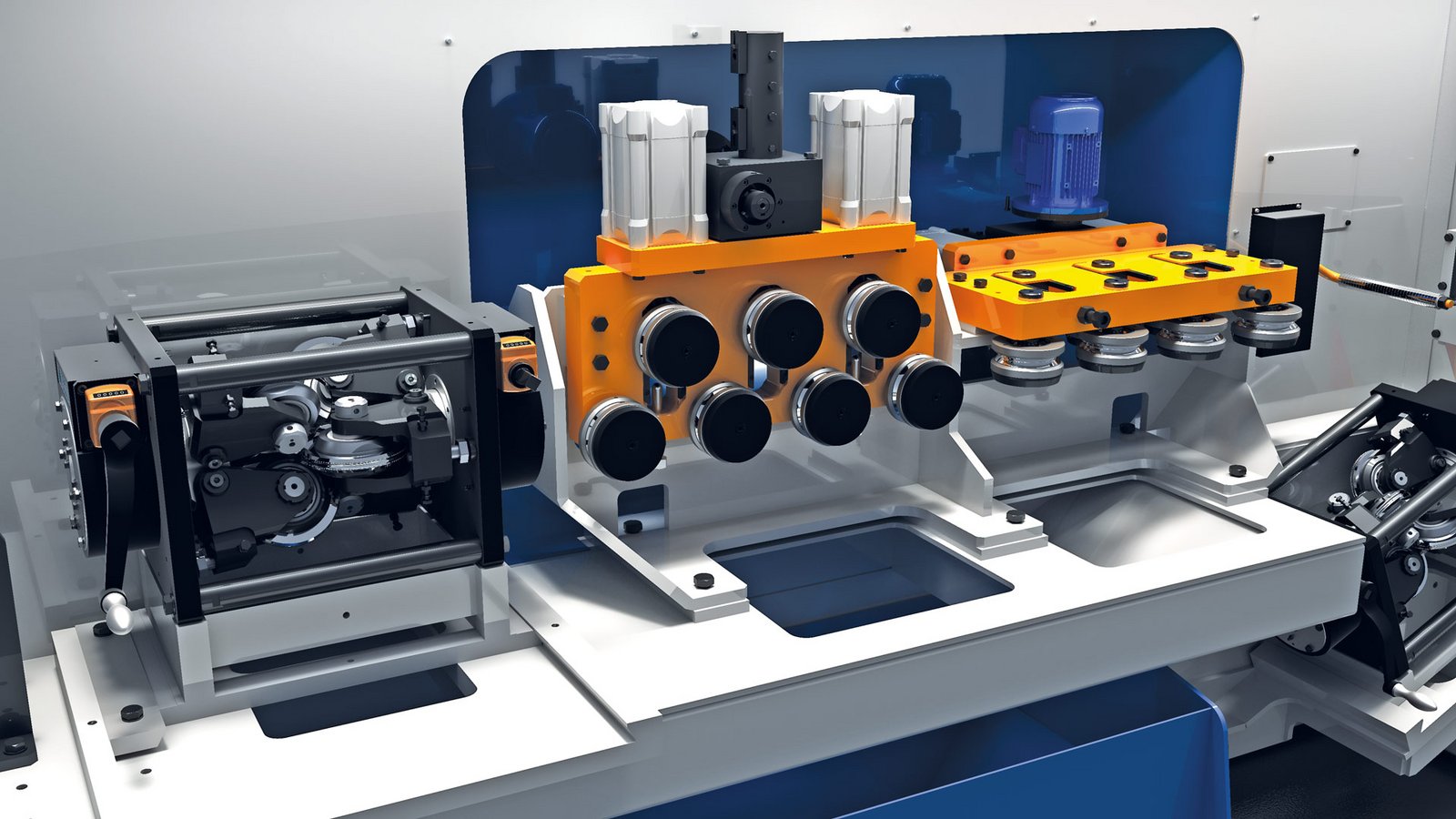
Die kompakte MDLD-Drahtvorbereitungseinheit ist eine völlig geschlossene Einheit mit Rutschsicherung. In ihrem Inneren befinden sich ein mechanischer Entkalker MD und eine Schmiermittelvorrichtung LD, die gleichzeitig die mechanische Oberflächenreinigung und Schmierung des Walzdrahts durchführen.
Sie verfügt über eine Kalkabführanlage und einen Anschluss an die Staubabsauganlage, um die Umgebung sauber zu halten.
Mechanische Entkalkung MD
Das mechanische Entkalkungsgerät besteht aus einer Reihe von Walzen, die die Oberfläche schwerer Kalkschichten durch das Biegen des Walzdrahts während des Kaltwalz-/Reckprozesses brechen. Das MDLD ist mit umschliessenden Sicherheitsschutzvorrichtungen ausgerüstet.
Schmiergerät LD
Das Drahtschmiergerät LD schmiert den Walzdraht mit Calcium-Natriumstearat-Pulver und wird im Kaltwalzprozess verwendet. Das Stearat wird kontinuierlich mithilfe von vertikalen und horizontalen Endlos-Transportschrauben gemischt, die von einem motorisierten Getriebe angetrieben werden.
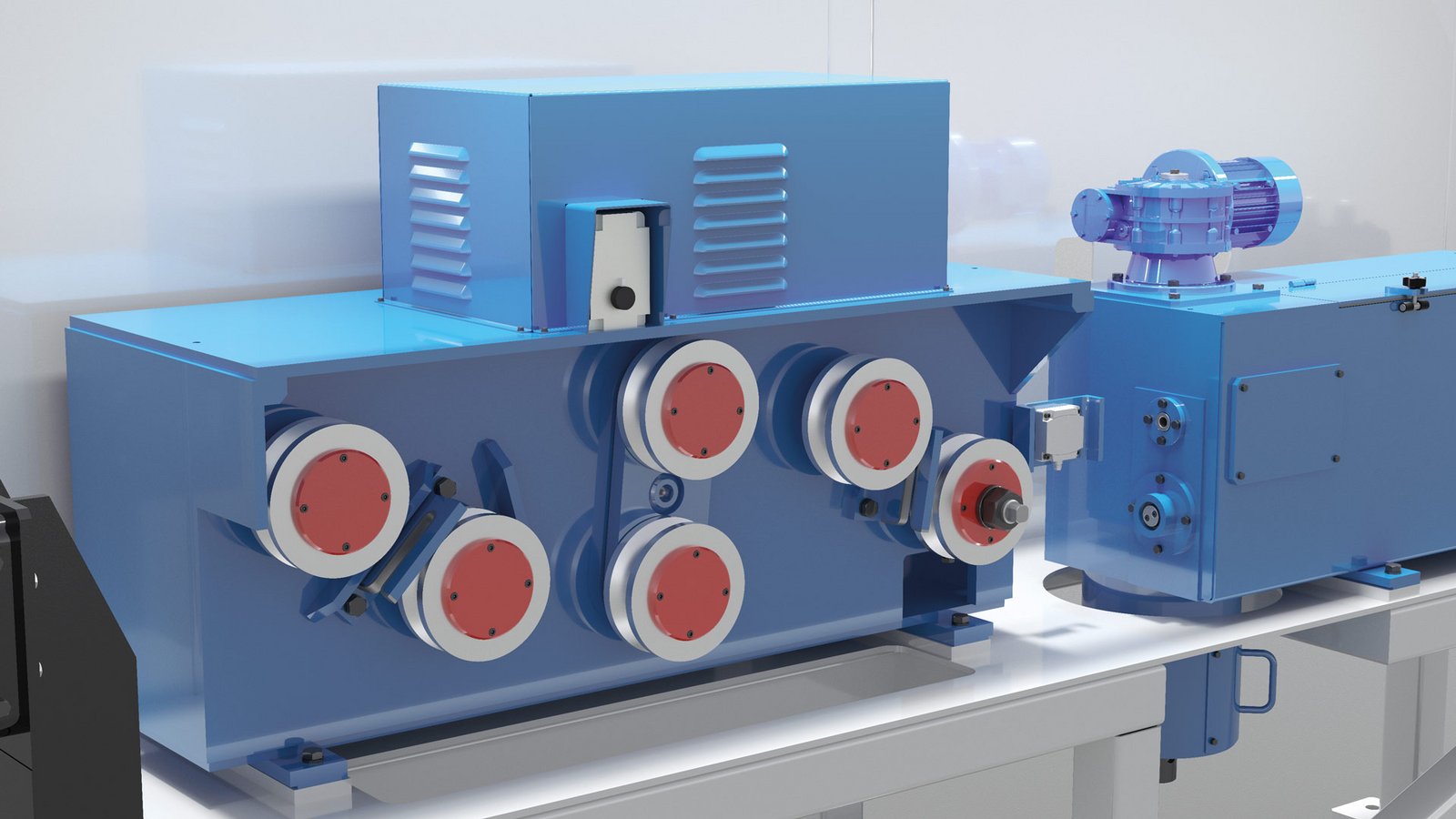
Der horizontale Ziehblock HBB zieht den Stahldraht mittels spezieller Antriebsrollen und stellt die notwendige Kraft für das Kaltwalzen oder den Reckvorgang sicher.
Er verfügt über einen robusten Aufbau und wird durch Schiebetüren vollständig verschlossen. In seinem Inneren sind Walzkassetten RC oder Reckplatten STR, verschiedene Capstane, die Vorrichtung zum Spannungsarmglühen SRD und Drahtführungseinheiten installiert. Die Capstane sind direkt mit einem speziellen, robusten Getriebe in einem Gehäuse verbunden, das durch einen Wechselstrommotor auf der anderen Seite angetrieben wird.
Kaltwalzkassetten CR 25/30
Die Kaltwalzkassetten bestehen aus zwei Sets mit jeweils drei Walzen, die so angeordnet sind, dass sie drei Ebenen in gleichem Abstand bilden. Die Wolframcarbid-Walzen können axial und radial eingestellt werden. Die Kassetten sind mit einem Getriebe zur einfachen Regelung des Öffnens/Schliessens der Walzen mithilfe eines Hebels und mit einem automatischen Schmiersystem ausgerüstet. Ein Kühlwasserkreislauf dient zur Reduzierung der vom Walzprozess erzeugten Wärme.
Vertikaler Ziehblock VBB
Der vertikale Ziehblock VBB zieht den Walzdraht durch die Kaltwalzkassetten. Die Ziehcapstane sind an der Ausgangswelle des Getriebes in der vertikalen Achse positioniert. Die Anzahl der Capstane hängt von der Anzahl an Drahtverringerungen und dem Einsatz eines Entlastungsgeräts ab. Der VBB ist vollständig von Sicherheitsschutzvorrichtungen gemäß EU-Normen umschlossen.
Entlastungsgerät SD
Das Entlastungsgerät SD besteht aus einer Reihe von Hartmetallwalzen und verringert mechanisch die internen Spannungen des kalt deformierten Drahts, um die mechanischen Eigenschaften des verstärkten Drahts zu modifizieren, wie Zugfestigkeitsgrenze, Streckgrenze und Längendehnung.
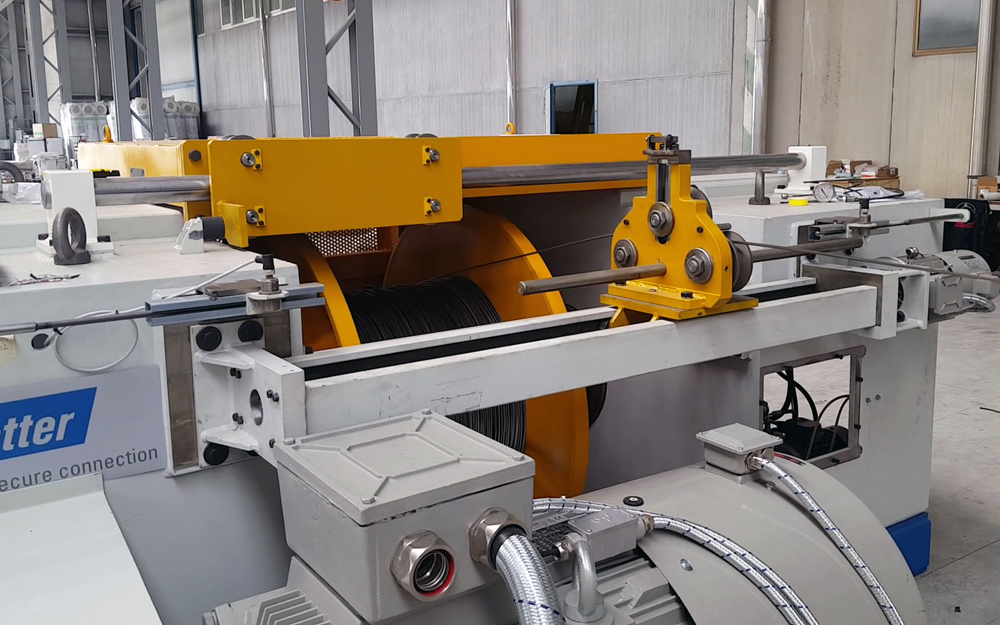
Das horizontale Aufspulgerät HS wickelt den Draht auf feste oder zusammenklappbare Spulen.
Es weist einen robusten Aufbau auf und wird mit einer Schiebetür verschlossen. Die Spulen werden durch zwei Zentrierstifte in einer horizontalen Position gehalten und einer wird durch einen hydraulischen Stellantrieb axial bewegt, während der andere von einem Wechselstrommotor angetrieben wird und rotiert.
Das horizontale Aufspulgerät umfasst eine mobile Plattform und eine Entnahmevorrichtung, um die Bewegungen der leeren oder gefüllten Spulen innerhalb des Aufspulgeräts zu erleichtern.
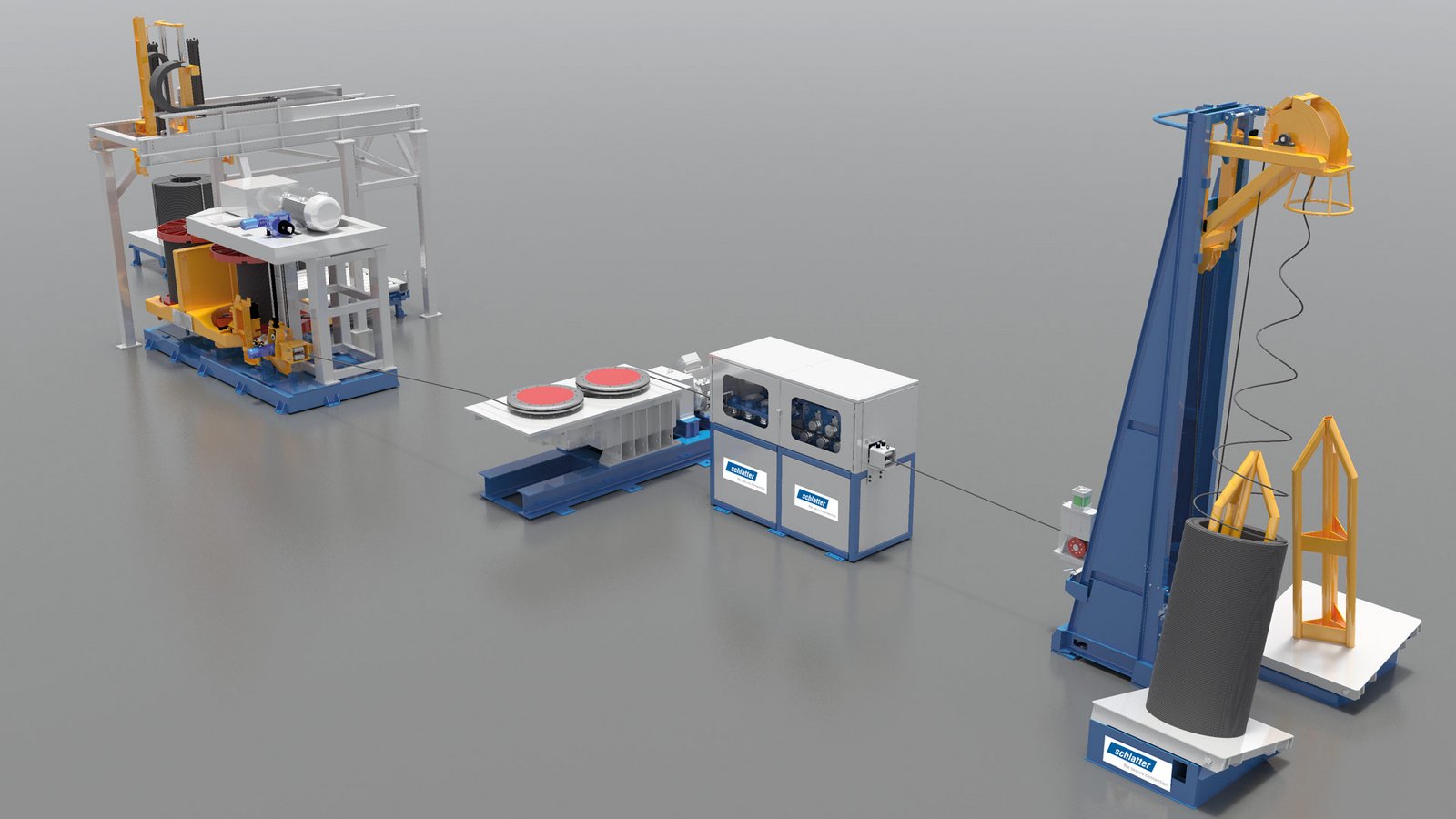
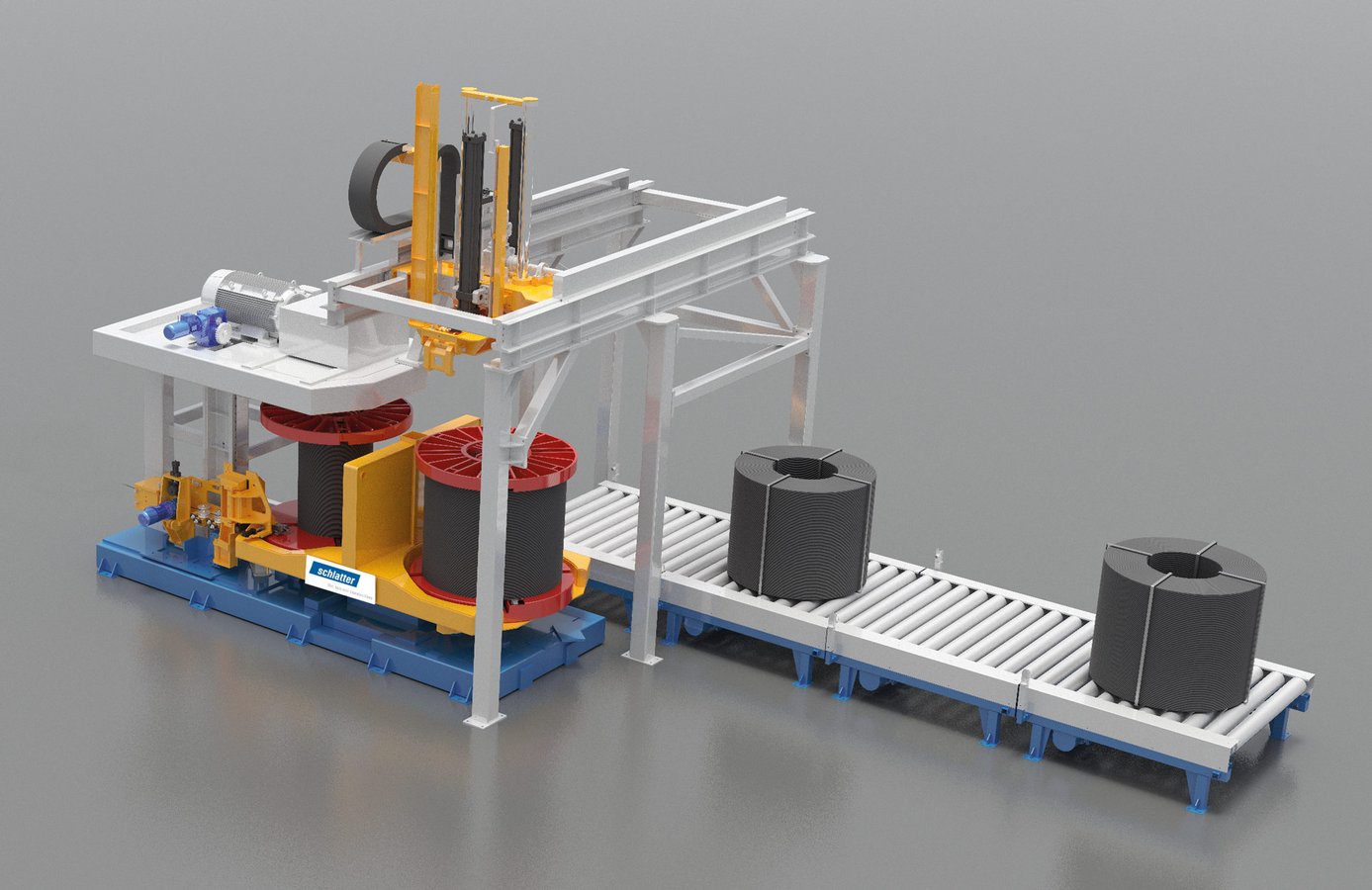
Das hochmoderne vollautomatische AVS-Aufspulgerät wickelt Stahldraht auf zusammenklappbare Spulen, während gleichzeitig umreifte, kompakte Spulen in einem regelmässigen Format verpackt werden, Lage um Lage.
Es wird keine Bedienperson benötigt, da sämtliche Vorgänge des Wickelns, Umreifens, Wiegens, Etikettierens und die Entnahme der kompakten Spulen automatisch und in weniger als zwei Minuten Ausfallzeit der Linie erfolgen. Das automatische AVS-Aufspulgerät weist einen robusten Aufbau auf, mit einer kreisförmigen Zweistellungplattform.
In der ersten Position werden die zusammenklappbaren Spulen automatisch geladen/entladen, umreift, etikettiert, gewogen und geöffnet/geschlossen, während in der zweiten Position das Wickeln des Drahtes, die Befestigung von Anfang/Ende und die automatische Probeentnahme erfolgen.
Das automatische AVS-Aufspulgerät wird mit zwei speziellen, automatisch zusammenklappbaren Spulen geliefert und kann umreifte, kompakte Spulen mit Gewichten zwischen 2 und 8 Tonnen und Drahtdurchmessern zwischen 4 und 25 mm herstellen. Der spezielle Laufkran und der Rollen- / Kettenförderer kann nach dem Lageplan der Kundenanlage konfiguriert werden.
Das automatische AVS-Aufspulgerät kann auch für das Wickeln des Drahts auf feste Spulen eingesetzt werden. Diese werden vollautomatisch beladen / entladen.

Richt- und Schneidesysteme für die Stabherstellung bestehen aus einem Andruckwalzengerät, Richtplatten, einer fliegenden Schere und einer Sammelbank. Das System kann mit einem Aufspulgerät kombiniert werden oder alleinstehend betrieben werden.
Technische Daten

Je nach Ihren Investitionsmöglichkeiten und dem gewünschten Automatisierungsgrad bietet Schlatter die Komplettlösung aus einer Hand - von einem einfachen System bis zu einer vollautomatischen Anlage.
Kaltwalzlinie und Gitterschweisslinie ergänzen einander und bilden eine integrierte und hocheffiziente Produktionslösung.
Integration bedeutet, dass der Querdraht aus der Kaltwalzlinie der Gitterschweisslinie ohne Unterbrechung zugeführt wird. Dadurch werden Ausfallzeiten signifikant reduziert und die Notwendigkeit komplexer Tätigkeiten zur Handhabung der Querdrahtspulen eliminiert. Dementsprechend wird der Betrieb der Gitterschweissmaschine vereinfacht und die Produktivität nochmals deutlich erhöht.
Die breite Palette an Zusatzmodulen und Optionen garantiert eine Erweiterung bis zu einer automatischen Produktionsanlage mit minimalem Personalbedarf.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}