Контакт
Schlatter Industries AG
+41 44 732 71 11
infoschlattergroup.com

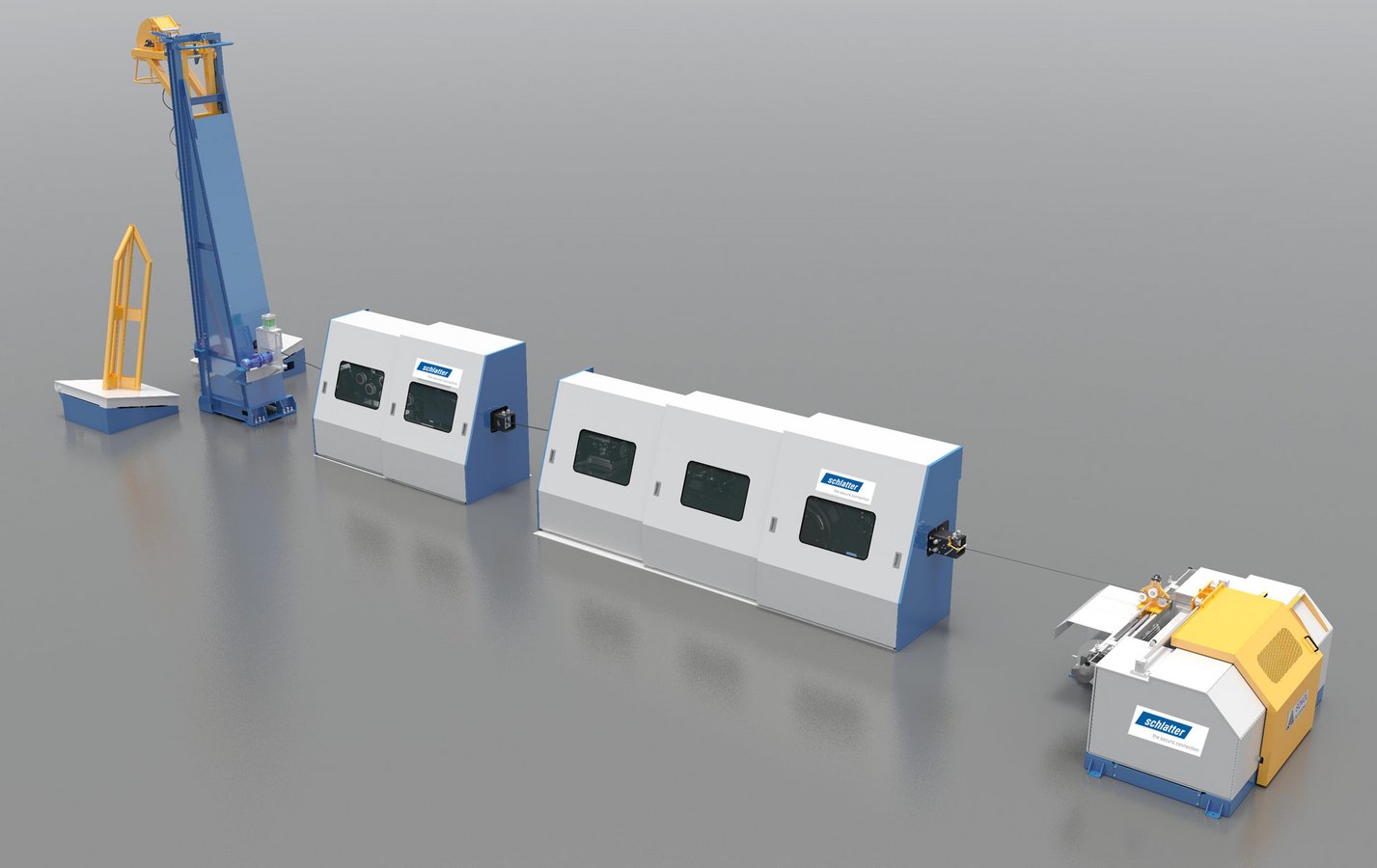
Линии холодной прокатки CRL предназначены для производства холоднокатаной стальной проволоки гладкого или периодического профиля для армирования или другого назначения.
Линии холодной прокатки CRL предназначены для производства холоднокатаной стальной проволоки гладкого или периодического профиля для армирования или другого назначения.
Готовое изделие – проволока диаметром 4 – 16 мм на катушках или в бухтах весом от 2,5 до 5 тонн. Намотка производится посредством полуавтоматических или полностью автоматических вертикальных намотчиков.
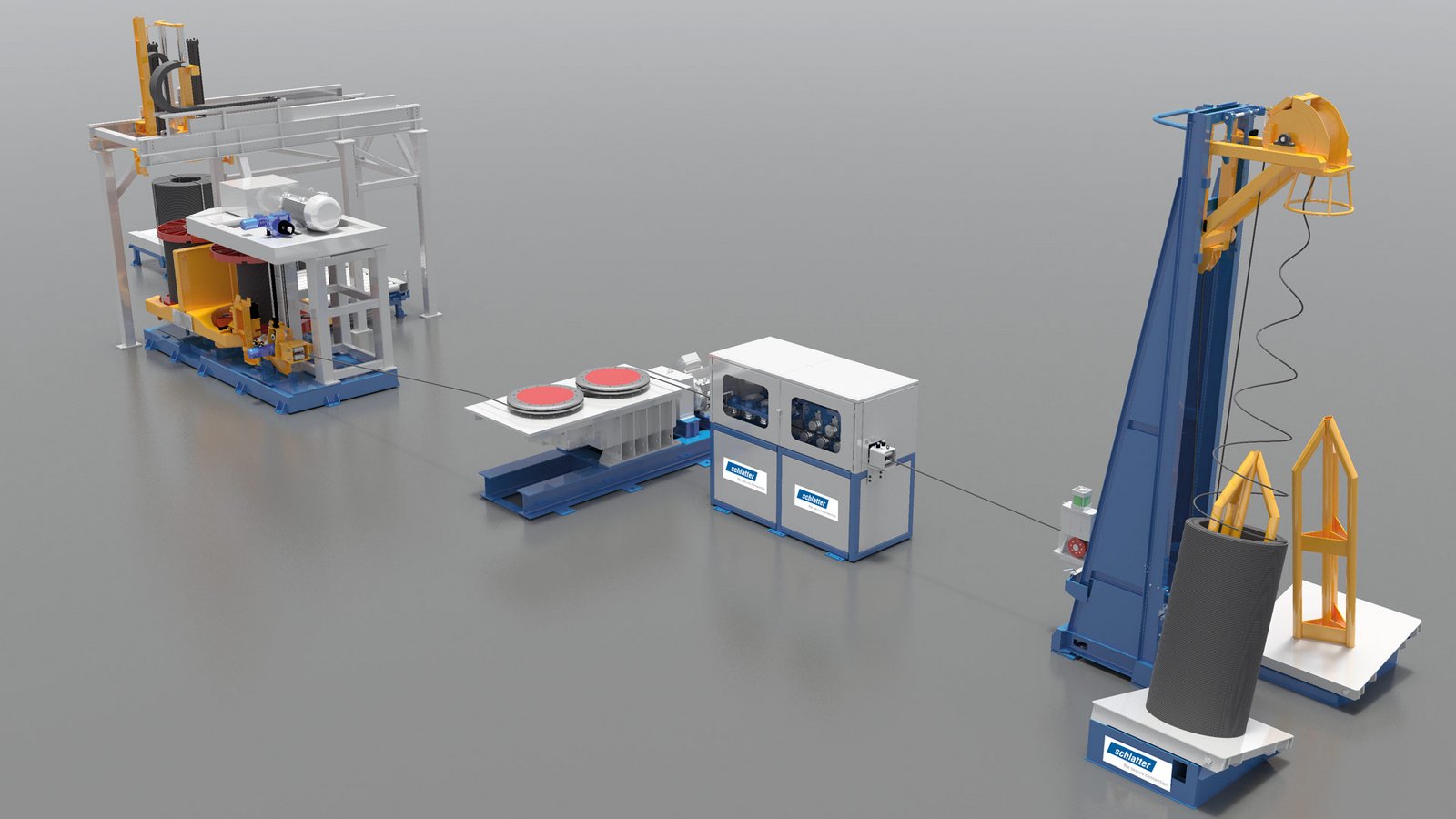
Вертикальная система размотки катанки VPS предназначена для разматывания бунтов катанки диаметром от 5,5 мм до 16 мм и обеспечения непрерывной подачи катанки в линию.
Система состоит из двух наклонных разматывателей, на которые последовательно загружаются бунты катанки, и размоточной стойки достаточной высоты для обеспечения высокоскоростного разматывания проволоки без запутывания.
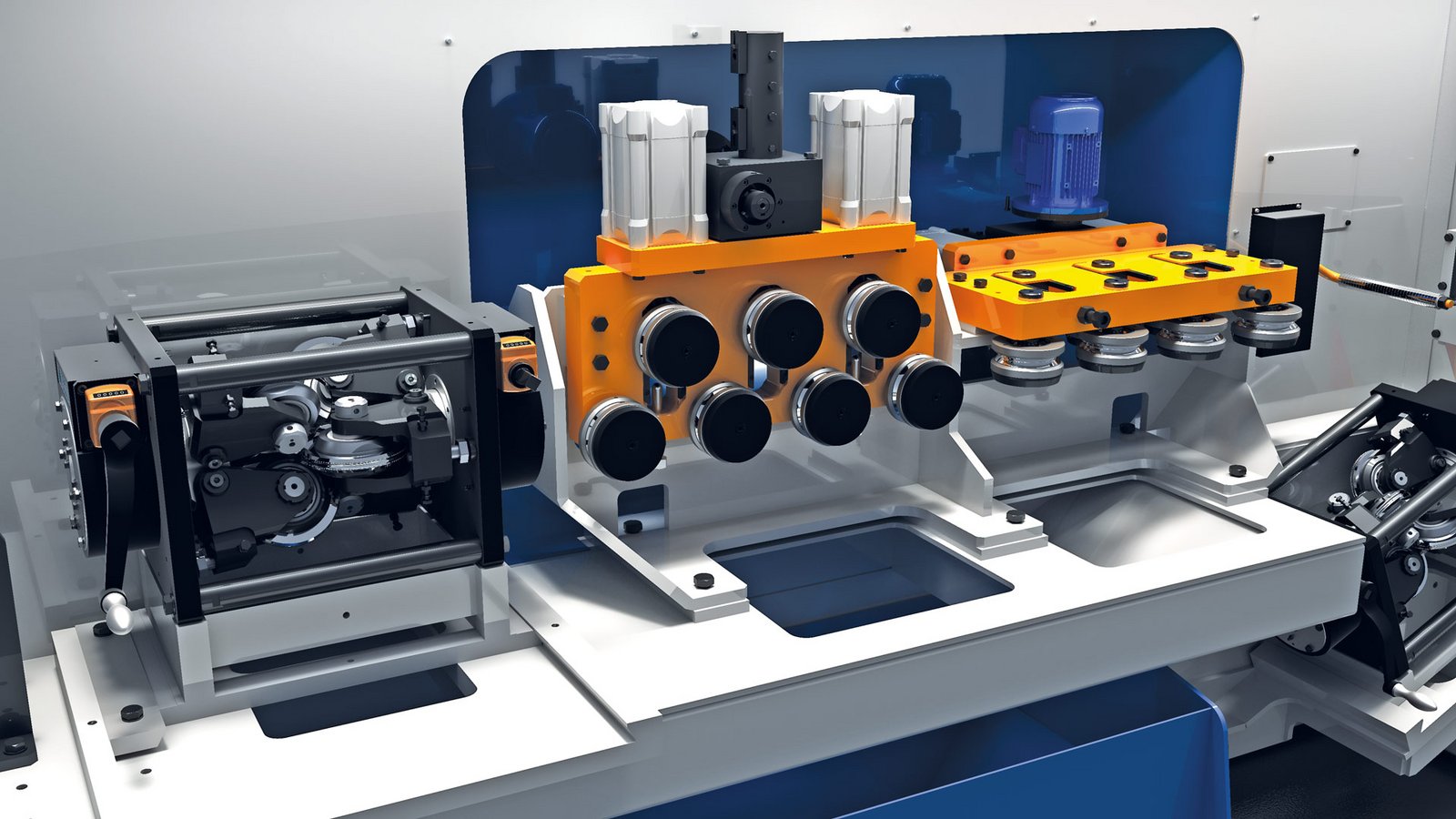
Компактное устройство подготовки проволоки MDLD — полностью закрытый блок с защитой от проскальзывания. Внутри корпус оснащен устройством для удаления окалины MD и смазочным устройством LD, которые одновременно выполняют механическую очистку поверхности и смазывание проволоки.
Устройство предназначено для снятия окалины и подключено к системе пылеудаления для поддержания чистоты окружающей среды.
Механический окалиноломатель MD
Механический окалиноломатель состоит из ряда роликов, которые разрушают поверхность прочных слоев окалины путем сгибания катанки в процессе холодной прокатки/вытяжки. MDLD оснащено защитными устройствами.
Смазочное устройство LD
В процессе холодной прокатки смазочное устройство LD выполняет смазывание катанки порошком стеарата кальция и натрия. Стеарат непрерывно перемешивается с помощью вертикальных и горизонтальных бесконечных транспортировочных шнеков, которые приводятся в действие мотор-редукторами.
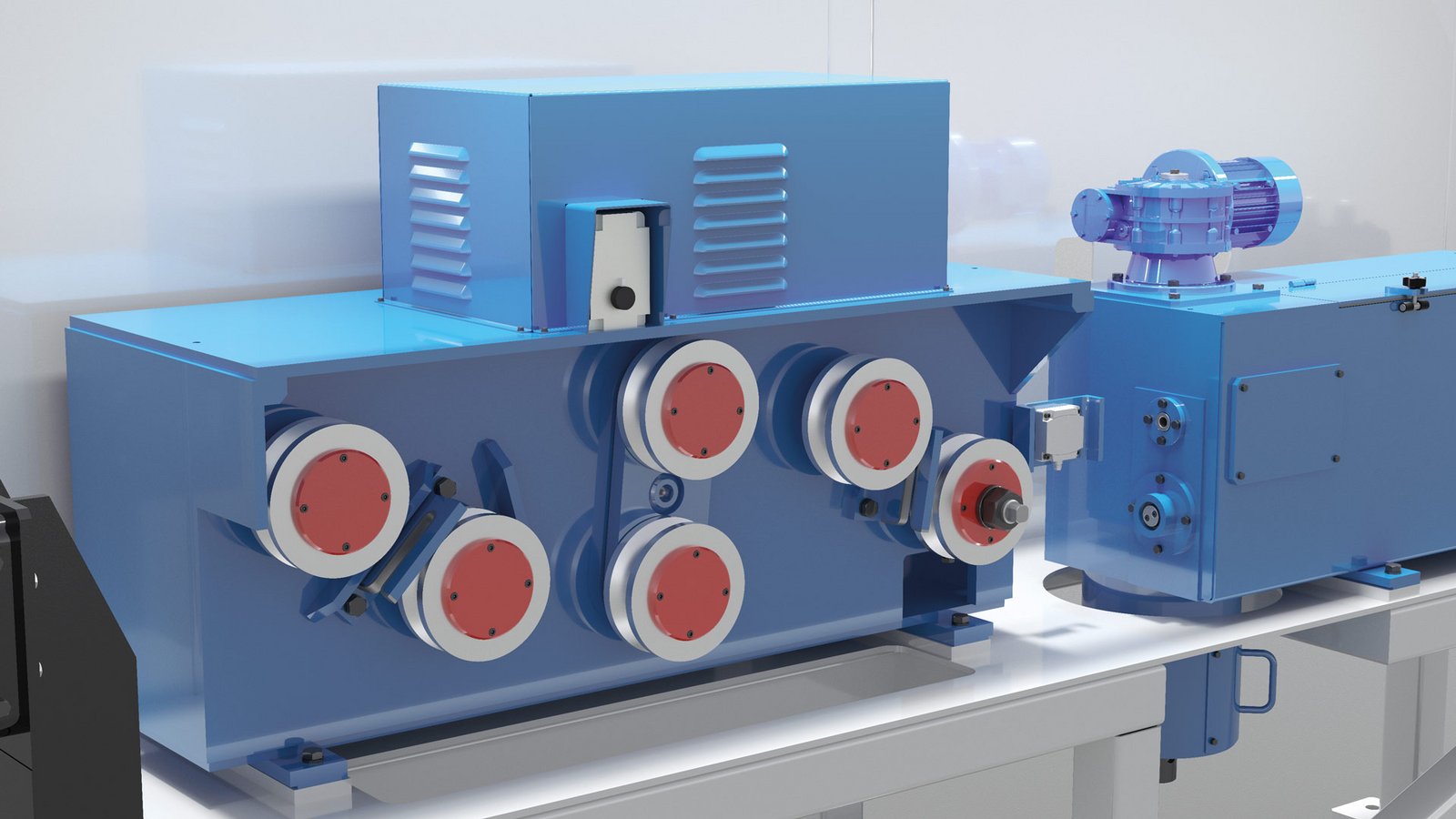
Горизонтальный тяговый блок «HBB» вытягивает стальную проволоку с помощью специальных приводных барабанов, обеспечивая необходимое усилие для процесса холодной прокатки или вытяжки.
Блок состоит из прочной конструкции, полностью закрытой сдвижными дверями, внутри которой установлены роликовые кассеты «RC» или панели вытяжки «STR», различные тяговые барабаны, устройство для снятия напряжения «SRD» и узлы для направления проволоки. Тяговые барабаны подключены напрямую к специальному надежному редуктору в одном корпусе. Привод от двигателя переменного тока, установленного с другой стороны.
Роликовые кассеты для холодной прокатки CR 25 / 30
Роликовые кассеты для холодной прокатки состоят из двух комплектов, в каждом из них имеется 3 ролика, расположенных в трех равноудаленных уровнях. Ролики из карбида вольфрама можно регулировать по оси и радиусу. Кассеты оснащены автоматической системой смазки и зубчатым зацеплением для легкой регулировки открытия/закрытия роликов с помощью рычага. Охлаждающий контур служит для снижения тепловыделения в процессе прокатки.
Вертикальный тяговый блок VBB
Вертикальный тяговый блок VBB протягивает катанку через кассеты холодной прокатки. Тяговый барабан установлен на выходном валу редуктора вертикально. Количество тяговых барабанов зависит от количества обжатий проволоки и использования устройства для снятия напряжения. Блок VBB полностью закрыт защитными устройствами в соответствии с нормами ЕС.
Устройство для снятия напряжения SD
Устройство для снятия напряжения «SD» состоит из серии твердосплавных роликов и позволяет механически снизить внутренние напряжения холоднодеформированной проволоки, изменяя механические характеристики арматурной проволоки, такие как предел прочности на разрыв, предел текучести и удлинение.
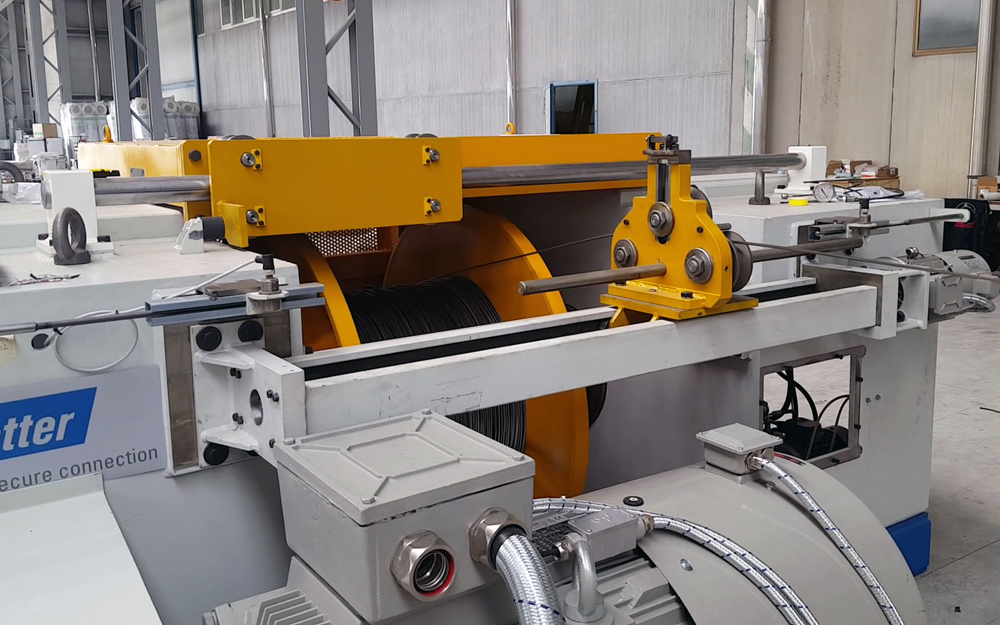
Горизонтальный намотчик HS служит для наматывания проволоки на разборные или неразборные катушки.
Модуль представляет собой прочную конструкцию и закрывается с помощью сдвижной двери. Катушки удерживаются в горизонтальном положении с помощью двух центрирующих пальцев, один из которых движется в осевом направлении с помощью гидравлического исполнительного механизма, а другой приводится во вращение от электродвигателя переменного тока.
Горизонтальный намотчик включает в себя передвижную платформу и извлекающее устройство для облегчения перемещения пустых или заполненных катушек в зоне намотчика.
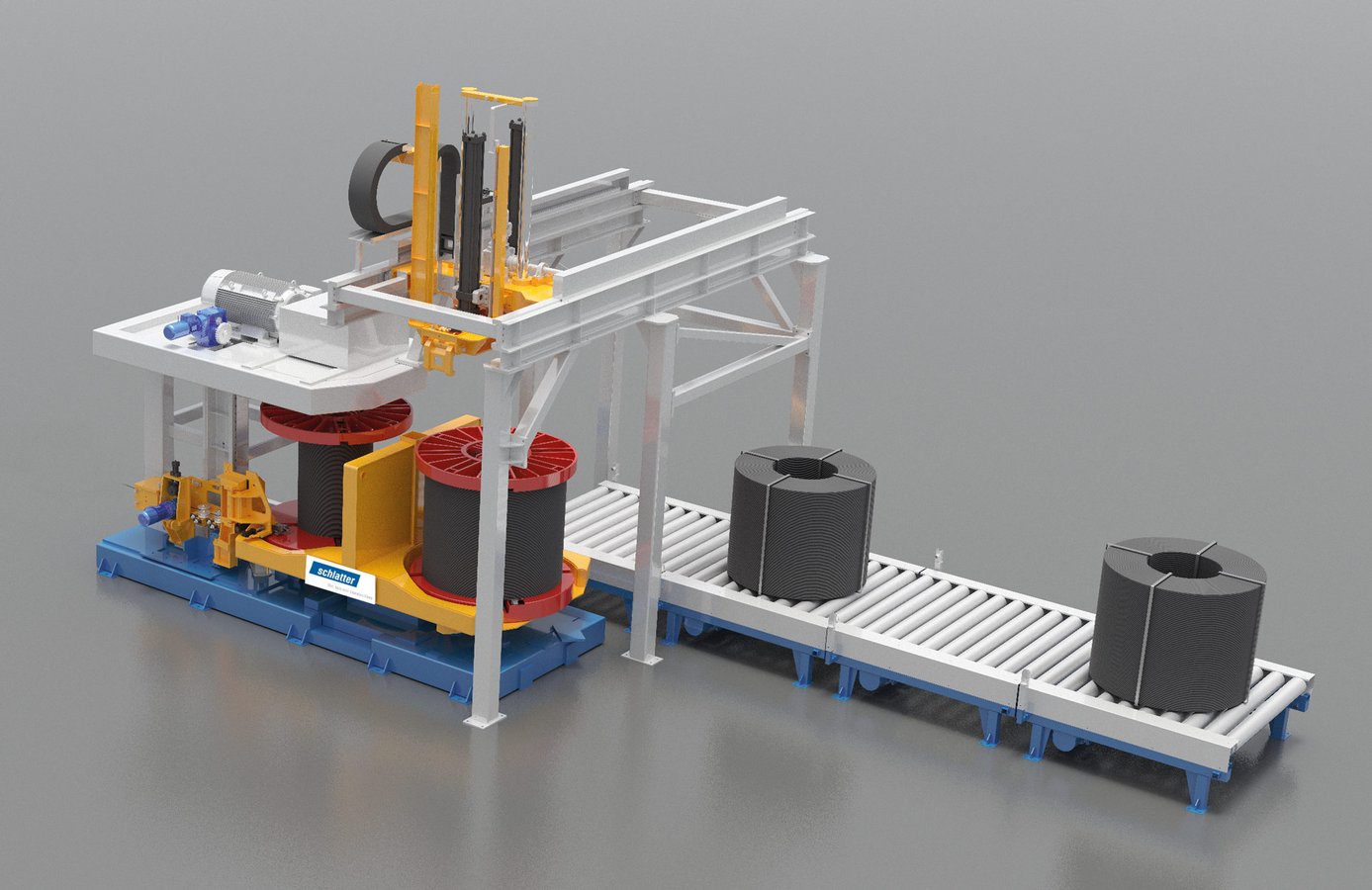
Новейший, полностью автоматический, намотчик AVS наматывает стальную проволоку на разборные катушки и упаковывает обвязанные компактные бухты.
Намотчик автоматически выполняет процессы наматывания, обвязки/ взвешивания/маркировки, а также извлечения компактных бухт за время менее двух минут и без участия оператора. Автоматический намотчик AVS обладает прочной конструкцией с круговой двухпозиционной платформой.
В первой позиции происходят такие автоматические процессы со сборными катушками, как их загрузка/ разгрузка, обвязка/маркировка/ взвешивание, а также открытие/ закрытие, в то время как намотка проволоки, зацепление проволочной головки/хвостовика и автоматический отбор образцов происходят во вторую очередь.
Автоматический намотчик AVS поставляется с двумя специальными автоматическими сборными катушками и может производить обвязанные компактные бухты весом от 2 до 8 тонн и диаметром проволоки от 4 до 25 мм. Специальный мостовой кран-манипулятор и роликовый/цепной конвейер могут быть скомпонованы в соответствии со схемой размещения оборудования заказчика. Автоматический намотчик AVS также может использоваться для намотки проволоки в неразборные катушки, которые загружаются/выгружаются полностью автоматически.

Системы правки и резки для производства прутков состоят из узла прижимных роликов, правильного узла, летучих ножниц и приемного лотка.
Линию прокатки можно укомплектовать как с системой правки и резки, так и в комбинации с намотчиком.
Технические характеристики

В зависимости от ваших инвестиционных возможностей и требуемой степени автоматизации компания Schlatter предлагает комплексное решение от одного производителя — от простой системы до полностью автоматизированной линии.
Линия холодной прокатки и сварочная сеточная линия дополняют друг друга, образуя интегрированное и высокоэффективное производственное решение. Интеграция означает, что поперечная проволока с линии холодной прокатки непрерывно подается в сварочную сеточную линию.
Это значительно сокращает время простоя и устраняет необходимость проведения сложных манипуляций с катушками проволоки для поперечной проволоки.
Соответственно, это упрощает эксплуатацию сварочного сеточного оборудования, что приводит к значительному повышению производительности. Широкий выбор дополнительных модулей и опций гарантирует расширение производства до автоматической производственной системы с минимальной потребностью в персонале.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}